CrNi 123
Capilla
Классификация
EN 14700 E Fe 7
Применение, характеристики
Специальный покрытый электрод для наплавки новых и ремонтируемых изношенных штампов и матриц из серого чугуна.
Наплавка без предварительного подогрева.
Не допускать разогрев наплавляемого участка свыше 150°C.
Количество наплавляемых слоев – не более 3-х.
Пространственное положение: нижнее.
Режимы прокалки: 300°C в течение 2 часов
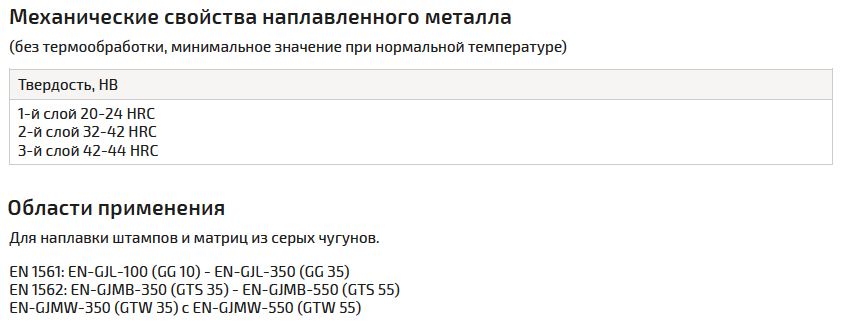
Области применения
Для наплавки штампов и матриц из серых чугунов.
EN 1561: EN-GJL-100 (GG 10) - EN-GJL-350 (GG 35)
EN 1562: EN-GJMB-350 (GTS 35) - EN-GJMB-550 (GTS 55)
EN-GJMW-350 (GTW 35) c EN-GJMW-550 (GTW 55)
EN 14700 E Fe 7
Применение, характеристики
Специальный покрытый электрод для наплавки новых и ремонтируемых изношенных штампов и матриц из серого чугуна.
Наплавка без предварительного подогрева.
Не допускать разогрев наплавляемого участка свыше 150°C.
Количество наплавляемых слоев – не более 3-х.
Пространственное положение: нижнее.
Режимы прокалки: 300°C в течение 2 часов
Области применения
Для наплавки штампов и матриц из серых чугунов.
EN 1561: EN-GJL-100 (GG 10) - EN-GJL-350 (GG 35)
EN 1562: EN-GJMB-350 (GTS 35) - EN-GJMB-550 (GTS 55)
EN-GJMW-350 (GTW 35) c EN-GJMW-550 (GTW 55)
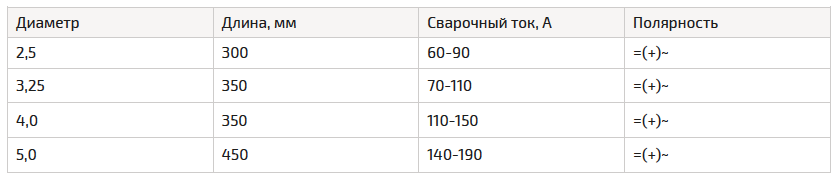
Вид сварки: Сварка MMA
Свариваемый материал: Специальные сплавы
Свариваемый материал: Чугун
Группа товаров: Электроды

наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
