ZUPER FAB E 2594-16
ESAB
Тип покрытия - рутилово-основное.
Электрод предназначен для сварки высокопрочных аустенитноферритных (супердуплексных) сталей типа 25%Cr-7%Ni-4%Mo-N, таких как UNS S32750, S32760, S32550, S39274, J93404, W.Nr 1.4410, 1.4501, 1.4507 и других дуплексных сталей с содержанием хрома около 25% с эквивалентом сопротивляемости митинговой коррозии PRE = 37…40, типа Sandvik SAF 2507, Zeron 100, DP3W и им аналогичных, эксплуатирующихся при температуре не выше 280°C. Их можно также
применять для сварки стандартных дуплексных сталей, особенно корневых проходов, контактирующих с агрессивной средой, когда требуется повышенная стойкость к коррозии.
Электроды также применимы для сварки дуплексных сталей с конструкционными углеродистыми и низколегированными сталями. Наплавленный
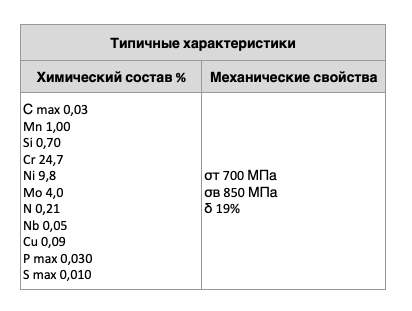
металл характеризуется очень высокими прочностными и пластическими свойствами в сочетании с высокой стойкостью к питтинговой, щелевой и сернистой коррозиям, а также высокой стойкостью к эрозионной коррозии и коррозионному растрескиванию под напряжением в галогеносодержащих средах. Эквивалент
сопротивляемости питтинговой коррозии PREN примерно равен 40.
Основными областями из применения являются производство тяжело нагруженного технологического оборудования для целлюлознобумажной промышленности и ледовая защита морских нефтяных и газовых платформ. Удельное тепловложение следует выдерживать в диапазоне 0,2-1,5 кДж/мм, а межпроходную температуру не выше 100°С. Расчетное содержание ферритной фазы в наплавленном металле по WRC-92 составляет FN 22-55.
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Напряжение холостого хода: 60 В
Выпускаемые диаметры: 2,5; 3,15 и 4,0 мм
Режимы прокалки: 230-270°С, 2 часа
Электрод предназначен для сварки высокопрочных аустенитноферритных (супердуплексных) сталей типа 25%Cr-7%Ni-4%Mo-N, таких как UNS S32750, S32760, S32550, S39274, J93404, W.Nr 1.4410, 1.4501, 1.4507 и других дуплексных сталей с содержанием хрома около 25% с эквивалентом сопротивляемости митинговой коррозии PRE = 37…40, типа Sandvik SAF 2507, Zeron 100, DP3W и им аналогичных, эксплуатирующихся при температуре не выше 280°C. Их можно также
применять для сварки стандартных дуплексных сталей, особенно корневых проходов, контактирующих с агрессивной средой, когда требуется повышенная стойкость к коррозии.
Электроды также применимы для сварки дуплексных сталей с конструкционными углеродистыми и низколегированными сталями. Наплавленный
металл характеризуется очень высокими прочностными и пластическими свойствами в сочетании с высокой стойкостью к питтинговой, щелевой и сернистой коррозиям, а также высокой стойкостью к эрозионной коррозии и коррозионному растрескиванию под напряжением в галогеносодержащих средах. Эквивалент
сопротивляемости питтинговой коррозии PREN примерно равен 40.
Основными областями из применения являются производство тяжело нагруженного технологического оборудования для целлюлознобумажной промышленности и ледовая защита морских нефтяных и газовых платформ. Удельное тепловложение следует выдерживать в диапазоне 0,2-1,5 кДж/мм, а межпроходную температуру не выше 100°С. Расчетное содержание ферритной фазы в наплавленном металле по WRC-92 составляет FN 22-55.
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Напряжение холостого хода: 60 В
Выпускаемые диаметры: 2,5; 3,15 и 4,0 мм
Режимы прокалки: 230-270°С, 2 часа
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: ISO 3581-A: E 25 9 4 N L R 3 2 AWS A5.4: E2594-16
Свариваемый материал: Высоколегированные стали
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
