308 L
Capilla
Классификация
EN ISO 3581-A: E 19 9 LR 12
EN 1600: E 19 9 LR 12
AWS: E 308 L-16
Материал: 1.4316
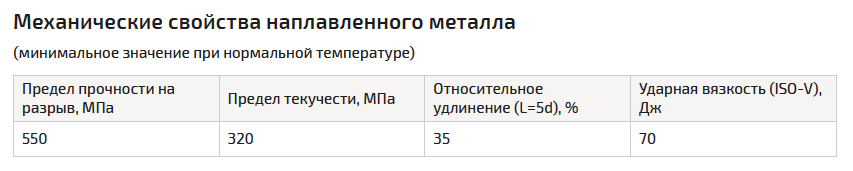
Применение, характеристики
Электрод с рутиловоосновным покрытием для сварки коррозионностойких аустенитных Cr-Ni сталей с особо низким содержанием углерода.
Применяется для сварных соединений, работающих при температуре от -196°С до 350°C.
Пространственное положение сварки: все (кроме вертикального – сверху вниз). Режимы прокалки: 300°C в течение 2 часов.
Области применения
Металлоконструкции из сталей:
1.4300, 1.4301, 1.4303, 1.4306
1.4308, 1.4311, 1.4312, 1.4371
1.4541, 1.4543, 1.4550, 1.4552
EN ISO 3581-A: E 19 9 LR 12
EN 1600: E 19 9 LR 12
AWS: E 308 L-16
Материал: 1.4316
Применение, характеристики
Электрод с рутиловоосновным покрытием для сварки коррозионностойких аустенитных Cr-Ni сталей с особо низким содержанием углерода.
Применяется для сварных соединений, работающих при температуре от -196°С до 350°C.
Пространственное положение сварки: все (кроме вертикального – сверху вниз). Режимы прокалки: 300°C в течение 2 часов.
Области применения
Металлоконструкции из сталей:
1.4300, 1.4301, 1.4303, 1.4306
1.4308, 1.4311, 1.4312, 1.4371
1.4541, 1.4543, 1.4550, 1.4552
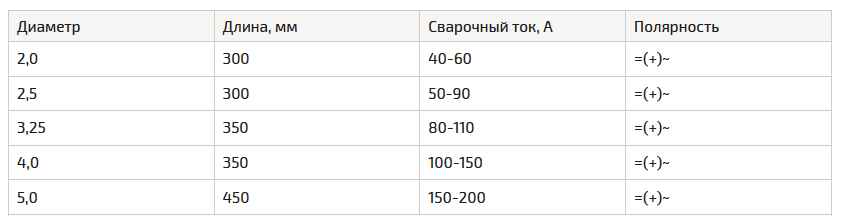
Вид сварки: Сварка MMA
Одобрение: НАКС (d = 2,5; 3,25; 4,0 мм)
Свариваемый материал: Высоколегированные стали
Группа товаров: Электроды

наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
