OK 67.63
ESAB
Тип покрытия - рутиловое.
Электрод предназначен для сварки низкоуглеродистых и низколегированных конструкционных сталей перлитного класса с высоколегированными сталями аустенитного класса типа 03Х18Н10, 08Х18Н9, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, ASTM 304L, 321, 347, 316, 316L, 318 и им аналогичных, с различными высоколегированными сталями ферритного и феррито-мартенситного класса, конструкционных сталей перлитного класса и стандартных высоколегированных сталей аустенитного класса с бюджетными и стандартными дуплексными и другими аустенитно-ферритными сталями, а также наплавки переходных слоев на конструкционные и теплоустойчивые стали при сварке изделий из двухслойных сталей, плакированных высоколегированным слоем типа 03Х18Н10,
08Х18Н9, 08Х18Н10Т, ASTM 304L, 321, 347 и им аналогичных.
Данные электроды также можно применять для сварки высоколегированных сталей типа 23%Cr-12%Ni, к которым не предъявляются требования по жаропрочности при длительной эксплуатации при высоких температурах. При этом наплавленный металл сохраняет высокую стойкость к окислительной эрозии при температурах до 1100°С.
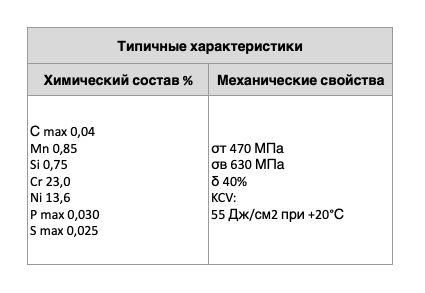
За счет предельно низкого содержания углерода, наплавленный металл обладает высокой стойкостью к межкристаллитной коррозии.
Межпроходная температура не должна превышать 150°С, а удельное тепловложение 2,0 кДж/мм. Содержание ферритной фазы в наплавленном металле составляет металле около 2,5…8,5% (расчетное по WRC-92 – FN 5-15).
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Напряжение холостого хода: 70 В
Доступные для заказа диаметры: 2,5; 3,15 и 4,0 мм
Режимы прокалки: 230-270°С, 2 часа
Электрод предназначен для сварки низкоуглеродистых и низколегированных конструкционных сталей перлитного класса с высоколегированными сталями аустенитного класса типа 03Х18Н10, 08Х18Н9, 08Х18Н10Т, 02Х17Н11М2, 08Х17Н13М2Т, 10Х17Н13М3Т, ASTM 304L, 321, 347, 316, 316L, 318 и им аналогичных, с различными высоколегированными сталями ферритного и феррито-мартенситного класса, конструкционных сталей перлитного класса и стандартных высоколегированных сталей аустенитного класса с бюджетными и стандартными дуплексными и другими аустенитно-ферритными сталями, а также наплавки переходных слоев на конструкционные и теплоустойчивые стали при сварке изделий из двухслойных сталей, плакированных высоколегированным слоем типа 03Х18Н10,
08Х18Н9, 08Х18Н10Т, ASTM 304L, 321, 347 и им аналогичных.
Данные электроды также можно применять для сварки высоколегированных сталей типа 23%Cr-12%Ni, к которым не предъявляются требования по жаропрочности при длительной эксплуатации при высоких температурах. При этом наплавленный металл сохраняет высокую стойкость к окислительной эрозии при температурах до 1100°С.
За счет предельно низкого содержания углерода, наплавленный металл обладает высокой стойкостью к межкристаллитной коррозии.
Межпроходная температура не должна превышать 150°С, а удельное тепловложение 2,0 кДж/мм. Содержание ферритной фазы в наплавленном металле составляет металле около 2,5…8,5% (расчетное по WRC-92 – FN 5-15).
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Напряжение холостого хода: 70 В
Доступные для заказа диаметры: 2,5; 3,15 и 4,0 мм
Режимы прокалки: 230-270°С, 2 часа
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: EN ISO 3581-A: E 23 12 L R 3 2 AWS A5.4: E309L-16 ТУ 1273-288- 55224353-2022
Одобрение: НАКС: Ø 2.5; 3.15; 4.0 мм
Свариваемый материал: Высоколегированные стали
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
