ЦЛ-25/1
Сычевский завод сварочных материалов
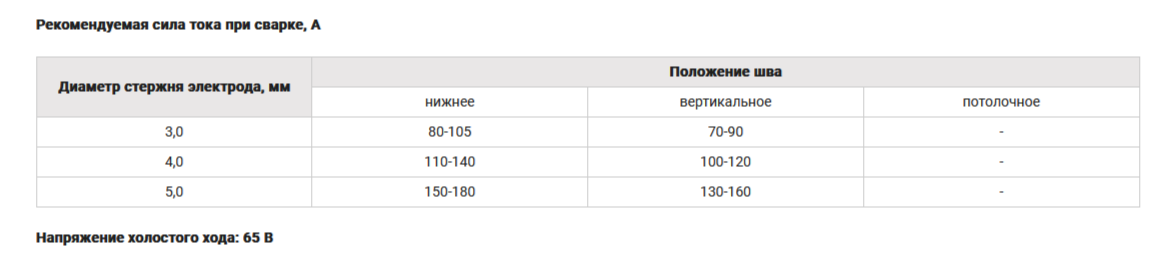
Электроды предназначены для сварки оборудования и трубопроводов атомных электростанций, а также других видов оборудования тяжелого машиностроения из высоколегированных хромоникелевых сталей аустенитного класса с максимальной температурой эксплуатации сварных соединений до 600ºС, а также для выполнения однослойной наплавки антикоррозионного покрытия и первого слоя двухслойной наплавки антикоррозионного покрытия на поверхности элементов энергетического оборудования из сталей перлитного класса с максимальной температурой эксплуатации до 350ºС. Сварка в нижнем, горизонтальном на вертикальной плоскости и вертикальном снизу вверх положениях на постоянном токе обратной полярности.
Технические характеристики:
Стержень из проволоки марок СВ-07Х25Н13 по ГОСТ 2246-70. Диаметр стержня выпускаемых электродов 3,0 мм, 4,0 мм, 5,0 мм (длина 350 мм).
Характеристики плавления электродов:
Производительность (для диаметра 4,0 мм) 10,5 г / (А·ч), 1,4 кг в час. Расход электродов на 1 кг наплавленного металла 1,7 кг.
Особые свойства:
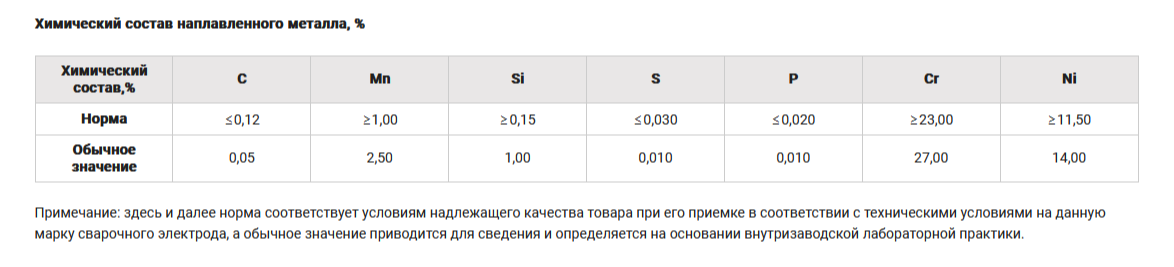
Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии 5 — 8%. Наплавленный металл стоек к межкристаллитной коррозии при испытании по методу АМУ по ГОСТ 6032-89.
Технологические особенности сварки:
Сварка выполняется валиками шириной не более трех диаметров электродного стержня. Все кратеры должны заплавляться повторными зажиганиями дуги. Сварка на короткой дуге.
Технические характеристики:
Стержень из проволоки марок СВ-07Х25Н13 по ГОСТ 2246-70. Диаметр стержня выпускаемых электродов 3,0 мм, 4,0 мм, 5,0 мм (длина 350 мм).
Характеристики плавления электродов:
Производительность (для диаметра 4,0 мм) 10,5 г / (А·ч), 1,4 кг в час. Расход электродов на 1 кг наплавленного металла 1,7 кг.
Особые свойства:
Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии 5 — 8%. Наплавленный металл стоек к межкристаллитной коррозии при испытании по методу АМУ по ГОСТ 6032-89.
Технологические особенности сварки:
Сварка выполняется валиками шириной не более трех диаметров электродного стержня. Все кратеры должны заплавляться повторными зажиганиями дуги. Сварка на короткой дуге.
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: ГОСТ: 108.948.01-86 AWS: A5.4: E 309 15
Свариваемый материал: Высоколегированные разнородные стали, стали с ограниченной свариваемостью
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
