EWAC BU 103
ESAB
Тип покрытия - основное.
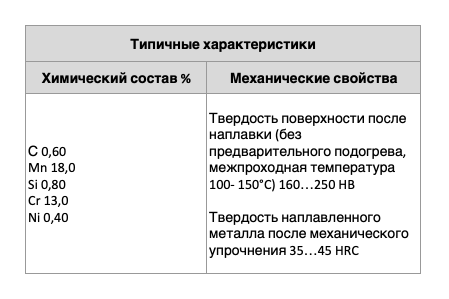
Высокопроизводительный электрод, обеспечивающий в наплавке мартенситно-аустенитную марганцовистую сталь. Наплавка может осуществляться как на углеродистые и низколегированные стали, так и на 13% Mn стали, а также на стали с ограниченной свариваемостью (не требует предварительного подогрева).
Основные области применения: дробильные клещи, била, брони, ролики дробильных установок, упрочняющая наплавка крестовин, остряков и концов рельсов. Обычно при наплавке данной проволокой предварительный подогрев не используется,
а межпроходная температура не должна превышать 200°С.
Если наплавка выполняется при низких температурах окружающей среды, изделие можно предварительно подогреть до 50-100°С.
Механическая обрабатываемость наплавленного металла – только абразивом, стойкость к ударным нагрузкам отличная, стойкость к абразивному износу удовлетворительная, стойкость к трению металла о металл очень хорошая, коррозионная стойкость очень хорошая.
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2
Напряжение холостого хода: 70 В
Режимы прокалки: 330-370°С, 2 часа
Доступные для заказа диаметры: 3,15мм; 4,0 мм
Высокопроизводительный электрод, обеспечивающий в наплавке мартенситно-аустенитную марганцовистую сталь. Наплавка может осуществляться как на углеродистые и низколегированные стали, так и на 13% Mn стали, а также на стали с ограниченной свариваемостью (не требует предварительного подогрева).
Основные области применения: дробильные клещи, била, брони, ролики дробильных установок, упрочняющая наплавка крестовин, остряков и концов рельсов. Обычно при наплавке данной проволокой предварительный подогрев не используется,
а межпроходная температура не должна превышать 200°С.
Если наплавка выполняется при низких температурах окружающей среды, изделие можно предварительно подогреть до 50-100°С.
Механическая обрабатываемость наплавленного металла – только абразивом, стойкость к ударным нагрузкам отличная, стойкость к абразивному износу удовлетворительная, стойкость к трению металла о металл очень хорошая, коррозионная стойкость очень хорошая.
Ток: ~ / = (+)
Пространственные положения при сварке: 1, 2
Напряжение холостого хода: 70 В
Режимы прокалки: 330-370°С, 2 часа
Доступные для заказа диаметры: 3,15мм; 4,0 мм
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: EN 14700: E Fe 11 DIN 8555: E 9-200-CNPZ
Свариваемый материал: Специальные сплавы
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
