NickelRod M NiCrMo-3
ESAB
Проволока, предназначенная для сварки плавящимся электродом в защитном газе, а также в качестве присадки для автоматической сварки в защитном газе неплавящимся электродом коррозионностойких никелевых сплавов типа alloy 625 (UNS N06625, W.Nr. 2.4856), таких как Inconel 625, Nicrofer 6020hMo и им аналогичных, эксплуатирующихся в диапазоне температур от криогенных до 980°С и отличается гораздо более низким содержанием железа, серы и фосфора, чем это регламентировано стандартами ISO и AWS.
Наплавленный металл обладает высокой стойкостью к коррозионному растрескиванию под напряжением, межкристаллитной, питтинговой и щелевой коррозиям и может применяться для сварки изделий эксплуатирующихся в условиях влажной коррозии при температурах до 600°С, науглероживанию и окислительной эрозии при температурах до 1000°С, а также насыщению азотом.
Проволока применяется для изготовления оборудования, контактирующего с неорганическими кислотами, такими как азотная, серная, соляная, ортофосфорная, различными органическими кислотами, щелочами, морской водой при высоких температурах, средах с высоким содержанием ионов хлора, галогенами и газообразным хлороводородом.
Данную проволоку также можно применять для сварки никелевых сплавов типа ХН70Ю, ХН78Т, alloy 800 и 825 и им подобных, супераустенитных коррозионностойких сталей с содержанием молибдена до 6% типа 0Х23Н28М3Д3Т, 254 SMO (например UNS S31254) и им подобных, сплавов на железно-никелевой основе типа ХН32Т, X10NiCrAlTi 32 20 (1.4876) и им подобных, жаропрочных никелевых и железноникелевых сплавов типа Inconel 600, Alloy 600Н, N006600, WNr. 2.4816 при температурах выше 700°С, высокопрочных сталей криогенного назначения, легированных 5 или 9% Ni, сталей с ограниченной свариваемостью, а также наплавки переходных и плакирующих коррозионностойких слоев на изделия из низкоуглеродистых и низколегированных конструкционных и теплоустойчивых сталей.
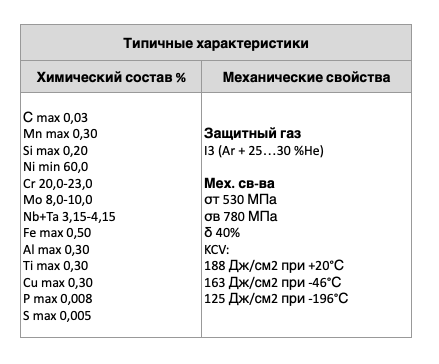
Сварку рекомендуется выполнять на оборудовании, поддерживающем режим MIG-puls, предпочтительнее в смеси Arоснова + 20…30% He. Удельное тепловложение не должно превышать 1,5 кДж/мм, а межпроходная температура 100°С.
Для получения наиболее высокой стабильности процесса, снижения в наплавленном слое доли участия основного металла и получения светлого наплавленного
валика, рекомендуется использовать многокомпонентные Ar/He смеси (типа Ar-основа, He=30%, H2=2…5%, CO2=0,05%).
Доступные для заказа диаметры: 1,0 и 1,2 мм
Наплавленный металл обладает высокой стойкостью к коррозионному растрескиванию под напряжением, межкристаллитной, питтинговой и щелевой коррозиям и может применяться для сварки изделий эксплуатирующихся в условиях влажной коррозии при температурах до 600°С, науглероживанию и окислительной эрозии при температурах до 1000°С, а также насыщению азотом.
Проволока применяется для изготовления оборудования, контактирующего с неорганическими кислотами, такими как азотная, серная, соляная, ортофосфорная, различными органическими кислотами, щелочами, морской водой при высоких температурах, средах с высоким содержанием ионов хлора, галогенами и газообразным хлороводородом.
Данную проволоку также можно применять для сварки никелевых сплавов типа ХН70Ю, ХН78Т, alloy 800 и 825 и им подобных, супераустенитных коррозионностойких сталей с содержанием молибдена до 6% типа 0Х23Н28М3Д3Т, 254 SMO (например UNS S31254) и им подобных, сплавов на железно-никелевой основе типа ХН32Т, X10NiCrAlTi 32 20 (1.4876) и им подобных, жаропрочных никелевых и железноникелевых сплавов типа Inconel 600, Alloy 600Н, N006600, WNr. 2.4816 при температурах выше 700°С, высокопрочных сталей криогенного назначения, легированных 5 или 9% Ni, сталей с ограниченной свариваемостью, а также наплавки переходных и плакирующих коррозионностойких слоев на изделия из низкоуглеродистых и низколегированных конструкционных и теплоустойчивых сталей.
Сварку рекомендуется выполнять на оборудовании, поддерживающем режим MIG-puls, предпочтительнее в смеси Arоснова + 20…30% He. Удельное тепловложение не должно превышать 1,5 кДж/мм, а межпроходная температура 100°С.
Для получения наиболее высокой стабильности процесса, снижения в наплавленном слое доли участия основного металла и получения светлого наплавленного
валика, рекомендуется использовать многокомпонентные Ar/He смеси (типа Ar-основа, He=30%, H2=2…5%, CO2=0,05%).
Доступные для заказа диаметры: 1,0 и 1,2 мм
Вид сварки: Сварка MIG/MAG
КЛАССИФИКАЦИЯ: EN ISO 18274: S Ni 6625 (NiCr22Mo9Nb) AWS A5.14: ERNiCrMo-3 ТУ 1842-271- 55224353-2022
Свариваемый материал: Никелевые сплавы
Группа товаров: Проволоки
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
