ЦЛ-11 ESAB
ESAB
Тип покрытия - основное.
Электрод общетехнического назначения предназначен для сварки ответственных изделий из аустенитных хромоникелевых сталей марок типа 08Х18Н10, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н12Б, 12Х18Н12Т, ASTM: 321, 347 и им подобных, эксплуатирующихся при температурах до 400°C, когда к металлу сварного шва предъявляются требования стойкости к межкристаллитной коррозии.
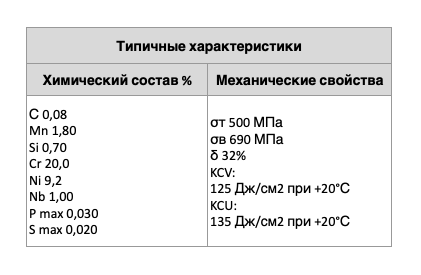
Наплавленный металл не имеет склонности к межкристаллитной коррозии: метод АМУ, максимально допустимая глубина разрушения зерен не более 30 мкм. Сварка выполняется валиками шириной не более трех диаметров электродного стержня. Все кратеры должны заплавляться частыми короткими замыканиями электрода. Содержание ферритной фазы в наплавленном металле состоянии составляет 2...10% (расчетное по WRC-92 – FN 3-18).
Ток: = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Доступные для заказа диаметры: 2,0; 2,5; 3,0; 4,0 и 5,0 мм
Режимы прокалки: 330-370°С, 1-2 часа
Электрод общетехнического назначения предназначен для сварки ответственных изделий из аустенитных хромоникелевых сталей марок типа 08Х18Н10, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н12Б, 12Х18Н12Т, ASTM: 321, 347 и им подобных, эксплуатирующихся при температурах до 400°C, когда к металлу сварного шва предъявляются требования стойкости к межкристаллитной коррозии.
Наплавленный металл не имеет склонности к межкристаллитной коррозии: метод АМУ, максимально допустимая глубина разрушения зерен не более 30 мкм. Сварка выполняется валиками шириной не более трех диаметров электродного стержня. Все кратеры должны заплавляться частыми короткими замыканиями электрода. Содержание ферритной фазы в наплавленном металле состоянии составляет 2...10% (расчетное по WRC-92 – FN 3-18).
Ток: = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Доступные для заказа диаметры: 2,0; 2,5; 3,0; 4,0 и 5,0 мм
Режимы прокалки: 330-370°С, 1-2 часа
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: ГОСТ 10052-75: Э-08Х20Н9Г2Б ISO 3581-A: E Z 19 9 Nb B 2 2 ТУ 1273-161- 55224353-2015
Одобрение: НАКС: Ø 3.0; 4.0 мм ГосАтомНадзор
Свариваемый материал: Высоколегированные стали
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
