ЭА-395/9
Сычевский завод сварочных материалов
Электроды для сварки ответственных конструкций из легированных высокопрочных сталей с ограниченной свариваемостью, сварки сталей аустенитного класса типа 08Х18Н10Т, 10Х17Н13М2Т и им аналогичных со сталями перлитного класса, наплавке переходного слоя при сварке изделий из двухслойных плакированных сталей и для предварительной наплавки кромок деталей из сталей перлитного класса при их сварке со сталями аустенитного класса. Сварка во всех пространственных положениях, кроме сверху вниз в вертикальном положении («вертикаль на спуск») на постоянном токе обратной полярности.
Технические характеристики:
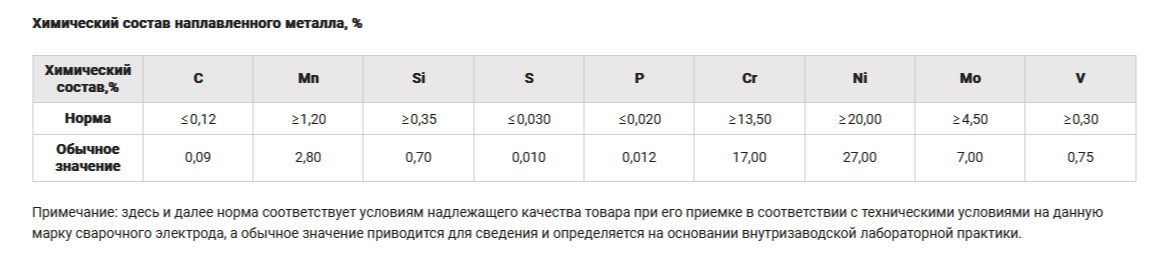
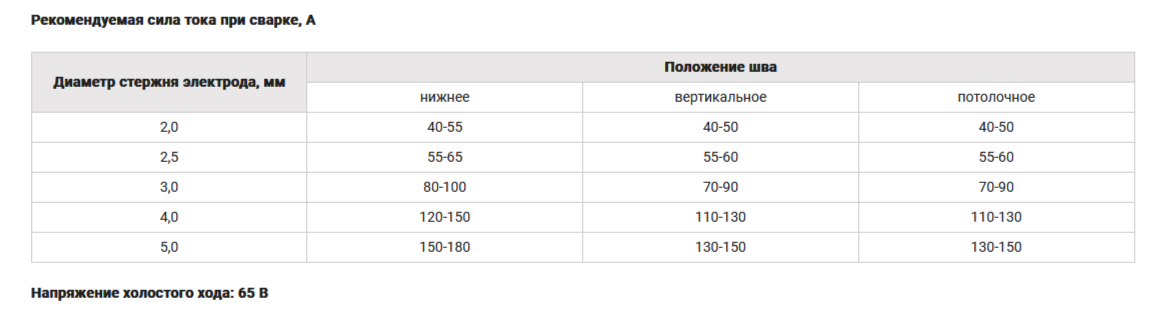
Стержень из проволоки марок СВ-10Х16Н25М6 по ГОСТ 2246-70. Диаметр стержня выпускаемых электродов 2,0 мм (длина 300 мм), 2,5мм, 3,0 мм, 4,0 мм, 5,0 мм (длина 350 мм).
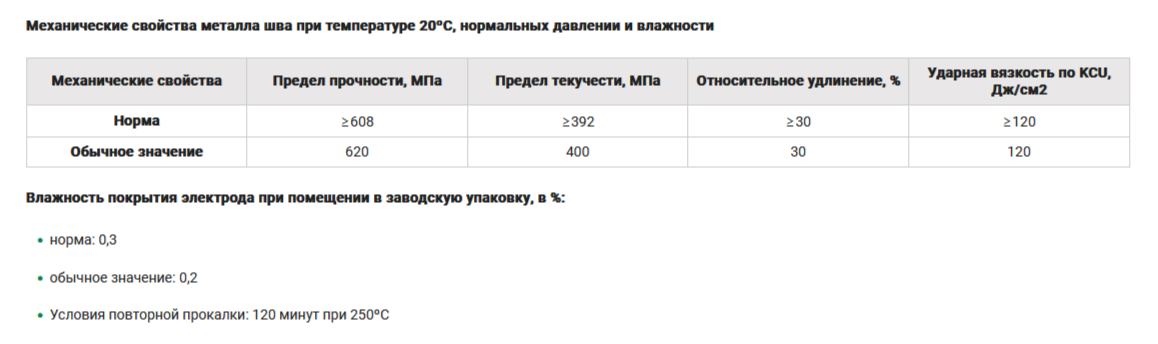
Характеристики плавления электродов:
Производительность (для диаметра 4,0 мм) 11,0 г / (А·ч), 1,5 кг в час. Расход электродов на 1 кг наплавленного металла 1,6 кг.
Особые свойства:
Электроды могут использоваться для сварки между собой различных марок сталей аустенитного и аустенитно-ферритного класса без требования к стойкости против межкристаллитной коррозии.
Технологические особенности сварки:
Сварка на короткой дуге.
Технические характеристики:
Стержень из проволоки марок СВ-10Х16Н25М6 по ГОСТ 2246-70. Диаметр стержня выпускаемых электродов 2,0 мм (длина 300 мм), 2,5мм, 3,0 мм, 4,0 мм, 5,0 мм (длина 350 мм).
Характеристики плавления электродов:
Производительность (для диаметра 4,0 мм) 11,0 г / (А·ч), 1,5 кг в час. Расход электродов на 1 кг наплавленного металла 1,6 кг.
Особые свойства:
Электроды могут использоваться для сварки между собой различных марок сталей аустенитного и аустенитно-ферритного класса без требования к стойкости против межкристаллитной коррозии.
Технологические особенности сварки:
Сварка на короткой дуге.
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: ГОСТ: 10052-75 (тип Э-11Х15Н25М6АГ2) AWS: A5.4: E 60 15
Свариваемый материал: Высоколегированные разнородные стали, стали с ограниченной свариваемостью
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
