ЭА 400/10У
ESAB
Тип покрытия - основное.
Электрод предназначен для сварки оборудования из коррозионностойких стали аустенитного класса марок 08Х18Н10Т, 08Х18Н10Т-ВД, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, Х18Н22В2Т2, ASTM: 318, 321, 347 и им подобных работающих в жидких агрессивных неокислительных средах при температуре до 350ºС не подвергающегося термообработке после сварки, а также для наплавки второго слоя на поверхность изделий из стали перлитного класса, когда к сварочным соединениям предъявляются требования стойкости против межкристаллитной и питтинговой коррозии. Наплавленный металл не имеет склонности кмежкристаллитной коррозии: метод АМУ, максимально допустимая
глубина разрушения зерен не более 30 мкм.
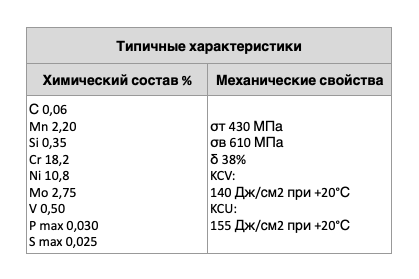
Содержание ферритной фазы в наплавленном металле составляет 2...8% (расчетное по WRC92 – FN 3-14).
Ток: = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Доступные для заказа диаметры: 3,0 и 4,0 мм
Режимы прокалки: 200-250°С, 2 часа
Электрод предназначен для сварки оборудования из коррозионностойких стали аустенитного класса марок 08Х18Н10Т, 08Х18Н10Т-ВД, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, Х18Н22В2Т2, ASTM: 318, 321, 347 и им подобных работающих в жидких агрессивных неокислительных средах при температуре до 350ºС не подвергающегося термообработке после сварки, а также для наплавки второго слоя на поверхность изделий из стали перлитного класса, когда к сварочным соединениям предъявляются требования стойкости против межкристаллитной и питтинговой коррозии. Наплавленный металл не имеет склонности кмежкристаллитной коррозии: метод АМУ, максимально допустимая
глубина разрушения зерен не более 30 мкм.
Содержание ферритной фазы в наплавленном металле составляет 2...8% (расчетное по WRC92 – FN 3-14).
Ток: = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 6
Доступные для заказа диаметры: 3,0 и 4,0 мм
Режимы прокалки: 200-250°С, 2 часа
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: ГОСТ 10052-75: Э-07Х19Н11М3Г2Ф ОСТ 5Р.9370-2011 ТУ 1273-159- 55224353-2015
Одобрение: ГосАтомНадзор
Свариваемый материал: Высоколегированные стали
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
