EWAC BU 102
ESAB
Тип покрытия - основное.
Высокопроизводительный электрод, обеспечивающий в наплавке высокомарганцовистую сталь, легированную никелем.
Предназначен для восстановительной наплавки изделий из марганцовистых сталей, работающих в условиях интенсивных ударных нагрузок и умеренного абразивного износа. Наплавленный металл менее склонен к охрупчиванию при высоких температурах и, как следствие, к образованию трещин.
Основные области применения: брони и ролики дробильных установок, бульдозерные зубья для вскрытия грунта, конусы и корпуса роторных дробилок,
землечерпальные ковши, концы и крестовины рельсов и т.д.
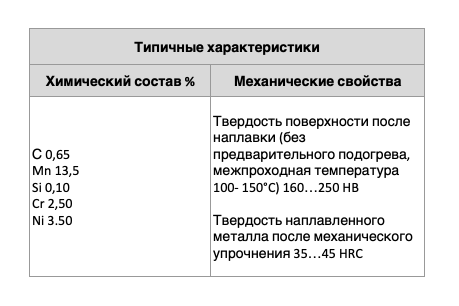
Однако, все равно следует помнить, что высокомарганцовистая сталь склонна к высокотемпературной хрупкости и может треснуть при чрезмерном нагреве. Обычно при наплавке данными электродами предварительный подогрев не используется, а межпроходная температура не должна превышать 200°С.
Наплавку лучше выполнять на короткой дуге и минимальных токах, рекомендованных для данного диаметра электрода. Для снятия остаточных напряжений рекомендуется выполнять проковку до остывания наплавленного слоя.
Механическая обрабатываемость наплавленного металла – только абразивом,
стойкость к ударным нагрузкам отличная, стойкость к абразивномуизносу удовлетворительная, стойкость к трению металла о металл удовлетворительная.
Ток: ~ / = (+)
Пространственные положения при сварке: 1
Напряжение холостого хода: 70 В
Режимы прокалки: 250-350°С, 2 часа
Доступные для заказа диаметры: 3,15; 4,0; 5,0 мм
Высокопроизводительный электрод, обеспечивающий в наплавке высокомарганцовистую сталь, легированную никелем.
Предназначен для восстановительной наплавки изделий из марганцовистых сталей, работающих в условиях интенсивных ударных нагрузок и умеренного абразивного износа. Наплавленный металл менее склонен к охрупчиванию при высоких температурах и, как следствие, к образованию трещин.
Основные области применения: брони и ролики дробильных установок, бульдозерные зубья для вскрытия грунта, конусы и корпуса роторных дробилок,
землечерпальные ковши, концы и крестовины рельсов и т.д.
Однако, все равно следует помнить, что высокомарганцовистая сталь склонна к высокотемпературной хрупкости и может треснуть при чрезмерном нагреве. Обычно при наплавке данными электродами предварительный подогрев не используется, а межпроходная температура не должна превышать 200°С.
Наплавку лучше выполнять на короткой дуге и минимальных токах, рекомендованных для данного диаметра электрода. Для снятия остаточных напряжений рекомендуется выполнять проковку до остывания наплавленного слоя.
Механическая обрабатываемость наплавленного металла – только абразивом,
стойкость к ударным нагрузкам отличная, стойкость к абразивномуизносу удовлетворительная, стойкость к трению металла о металл удовлетворительная.
Ток: ~ / = (+)
Пространственные положения при сварке: 1
Напряжение холостого хода: 70 В
Режимы прокалки: 250-350°С, 2 часа
Доступные для заказа диаметры: 3,15; 4,0; 5,0 мм
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: EN 14700: E Z Fe 9 DIN 8555: E 8-UM-200-K
Свариваемый материал: Специальные сплавы
Группа товаров: Электроды
наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
