УОНИИ 13/55R
Сычевский завод сварочных материалов
Электроды предназначены:
а) Для сварки стыковых и тавровых соединений ответственных конструкций из углеродистых и низколегированных сталей с пределом текучести до 355 МПа включительно, соответствующим категориям A, B, D, E, A32, D32, E32, A36, D36, E36 по ГОСТ 5521 и правилам Российского морского регистра судоходства.
б) Для сварки поворотных и неповоротных стыков труб газо- нефте- продуктопроводов, а именно для сварки корневого слоя шва стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно (диаметр 3,0 мм), а также для сварки заполняющих и облицовочных слоев шва стыков труб из сталей с нормативным пределом прочности до 539 МПа (диаметр 3,0 и 4,0 мм).
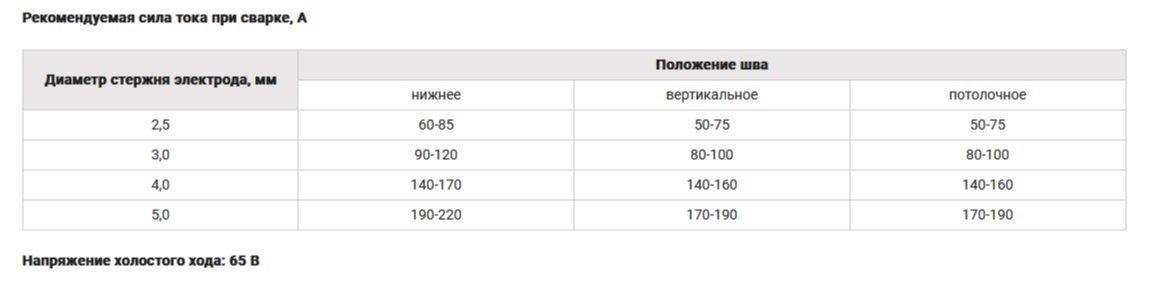
Сварка во всех пространственных положениях, кроме сверху вниз в вертикальном положении («вертикаль на спуск») на постоянном токе обратной полярности.
Технические характеристики:
Стержень из проволоки марок СВ-08А, СВ-08АА по ГОСТ 2246-70. Диаметр стержня выпускаемых электродов 2,5 мм, 3,0 мм (длина 350 мм), 4,0 мм и 5,0 мм (длина 450 мм).
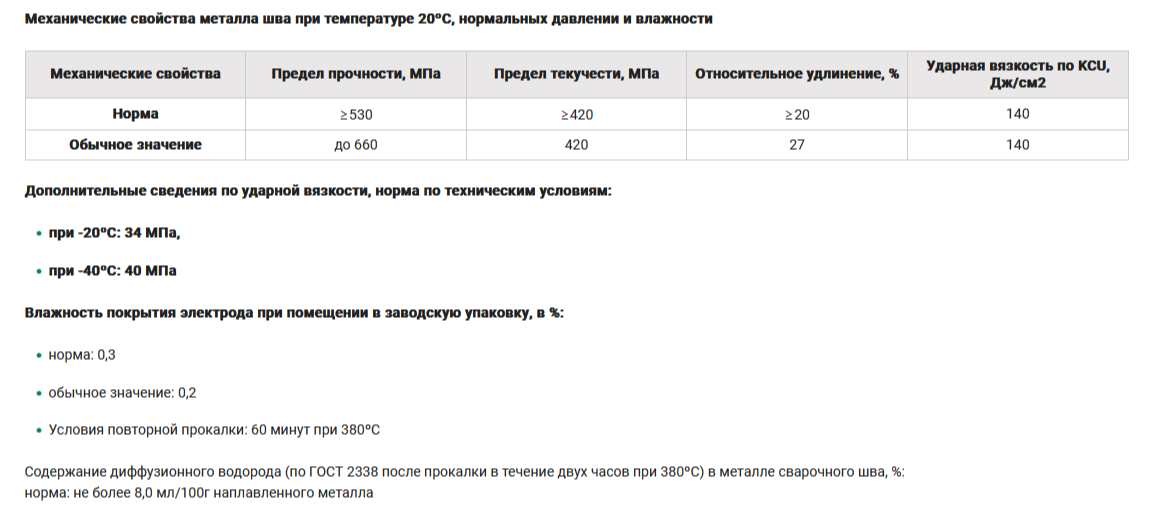
Характеристики плавления электродов:
Производительность (для диаметра 4,0 мм) 9,5 г / (А·ч), 1,4 кг в час. Расход электродов на 1 кг наплавленного металла 1,7 кг.
Особые свойства:
Металл шва характеризуется высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды склонны к порообразованию при удлинении дуги и при сварке по окисленной поверхности.
Технологические особенности сварки:
Сварку ведут короткой дугой по очищенным кромкам.
а) Для сварки стыковых и тавровых соединений ответственных конструкций из углеродистых и низколегированных сталей с пределом текучести до 355 МПа включительно, соответствующим категориям A, B, D, E, A32, D32, E32, A36, D36, E36 по ГОСТ 5521 и правилам Российского морского регистра судоходства.
б) Для сварки поворотных и неповоротных стыков труб газо- нефте- продуктопроводов, а именно для сварки корневого слоя шва стыков труб из сталей с нормативным пределом прочности до 588 МПа включительно (диаметр 3,0 мм), а также для сварки заполняющих и облицовочных слоев шва стыков труб из сталей с нормативным пределом прочности до 539 МПа (диаметр 3,0 и 4,0 мм).
Сварка во всех пространственных положениях, кроме сверху вниз в вертикальном положении («вертикаль на спуск») на постоянном токе обратной полярности.
Технические характеристики:
Стержень из проволоки марок СВ-08А, СВ-08АА по ГОСТ 2246-70. Диаметр стержня выпускаемых электродов 2,5 мм, 3,0 мм (длина 350 мм), 4,0 мм и 5,0 мм (длина 450 мм).
Характеристики плавления электродов:
Производительность (для диаметра 4,0 мм) 9,5 г / (А·ч), 1,4 кг в час. Расход электродов на 1 кг наплавленного металла 1,7 кг.
Особые свойства:
Металл шва характеризуется высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды склонны к порообразованию при удлинении дуги и при сварке по окисленной поверхности.
Технологические особенности сварки:
Сварку ведут короткой дугой по очищенным кромкам.
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: "ГОСТ: 9467-75 (тип Э50А) AWS: A5.5: E7015 "
Одобрение: "НАКС, РС (Российский морской регистр судоходства) "
Свариваемый материал: Углеродистая и низколегированная сталь
Группа товаров: Электроды

наши контакты
Адрес
© ООО «ГК Газстройсервис»
Контакты
(с) 2004-2026. Все права защищены
Навигация
