ЭА-395/9
ESAB
Тип покрытия - основное.
Электрод предназначен для сварки ответственных конструкций из легированных высокопрочных сталей с ограниченной свариваемостью, сварки сталей аустенитного класса типа 08Х18Н10Т, 10Х17Н13М2Т и им аналогичных со сталями перлитного класса, наплавки переходного слоя при сварке изделий из двухслойных плакированных сталей и для предварительной наплавки кромок деталей из сталей перлитного класса при их сварке со сталями аустенитного класса. Могут также использоваться также для сварки между собой различных марок сталей аустенитного и аустенитно-ферритного класса без требования к стойкости против
межкристаллитной коррозии.
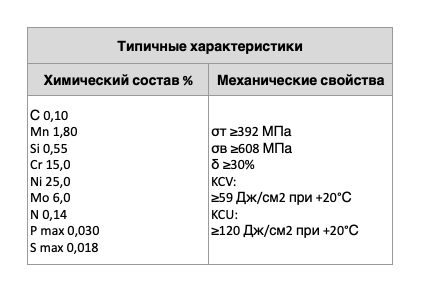
Содержание ферритной фазы в наплавленном металле ~0% (расчетное по WRC-92 – FN ~0).
Ток: = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Доступные для заказа диаметры: 3,0; 4,0 и 5,0 мм
Режимы прокалки: 200-250°С, 2 часа
Электрод предназначен для сварки ответственных конструкций из легированных высокопрочных сталей с ограниченной свариваемостью, сварки сталей аустенитного класса типа 08Х18Н10Т, 10Х17Н13М2Т и им аналогичных со сталями перлитного класса, наплавки переходного слоя при сварке изделий из двухслойных плакированных сталей и для предварительной наплавки кромок деталей из сталей перлитного класса при их сварке со сталями аустенитного класса. Могут также использоваться также для сварки между собой различных марок сталей аустенитного и аустенитно-ферритного класса без требования к стойкости против
межкристаллитной коррозии.
Содержание ферритной фазы в наплавленном металле ~0% (расчетное по WRC-92 – FN ~0).
Ток: = (+)
Пространственные положения при сварке: 1, 2, 3, 4, 5, 6
Доступные для заказа диаметры: 3,0; 4,0 и 5,0 мм
Режимы прокалки: 200-250°С, 2 часа
Вид сварки: Сварка MMA
КЛАССИФИКАЦИЯ: ГОСТ 10052-75: Э-11Х15Н25М6АГ2 EN ISO 3581-A: E Z 15 25 6 N B 2 2 ОСТ В 5Р.9374-81 ТУ 1273-160- 55224353-2015
Одобрение: НАКС: Ø 3.0; 4.0 мм
Свариваемый материал: Высоколегированные стали
Группа товаров: Электроды